4 دلیل اصلی شکستن تیغ اره نواری و روشهای جلوگیری از آن
شکستن تیغ اره نواری یکی از مشکلات رایج و پرهزینه در صنایع مختلف است که میتواند منجر به توقف تولید، اتلاف مواد و خطرات ایمنی شود. در این مقاله به صورت جامع به بررسی دلایل اصلی شکستن تیغ اره نواری از جمله انتخاب نامناسب تیغ، تنظیمات نادرست دستگاه، پارامترهای برش غیراصولی و خطاهای اپراتوری میپردازدیم.
با شناخت این عوامل و اجرای راهکارهای پیشگیرانه، میتوانید عمر تیغ اره نواری خود را به طور چشمگیری افزایش داده، هزینهها را کاهش داده و بهرهوری را بهبود بخشید.
چکیده مقاله
این مقاله به شما کمک میکند تا دلایل اصلی شکستن تیغ اره نواری را بشناسید و یاد بگیرید چطور از این اتفاق جلوگیری کنید. دلایل اصلی شامل موارد زیر هستند:
- انتخاب غلط تیغ: مثلاً انتخاب تیغی که برای جنس قطعه کار شما مناسب نیست، یا گام دندانه اشتباه.
- مشکل در تنظیمات دستگاه: مواردی مثل سفت نبودن (تنش کم) یا بیش از حد سفت بودن (تنش زیاد) تیغ، خرابی راهنماها یا تراز نبودن چرخهای دستگاه.
- تنظیمات نامناسب برش: سرعت و فشار برش اشتباه، یا استفاده نکردن از مایع خنککننده.
- خطاهای انسانی و مشکلات قطعه کار: مانند بستن نامناسب قطعه کار یا اشتباهات اپراتور.
با مطالعه این مقاله، میآموزید که چطور با انتخاب درست تیغ، نگهداری منظم دستگاه و آموزش صحیح اپراتورها، عمر تیغ اره نواری خود را بسیار بیشتر کنید، هزینهها را کاهش دهید و در نهایت، کارایی و بهرهوری بیشتری داشته باشید.
۱. نگاهی به تیغ اره نواری: ساختار و نحوه عملکرد
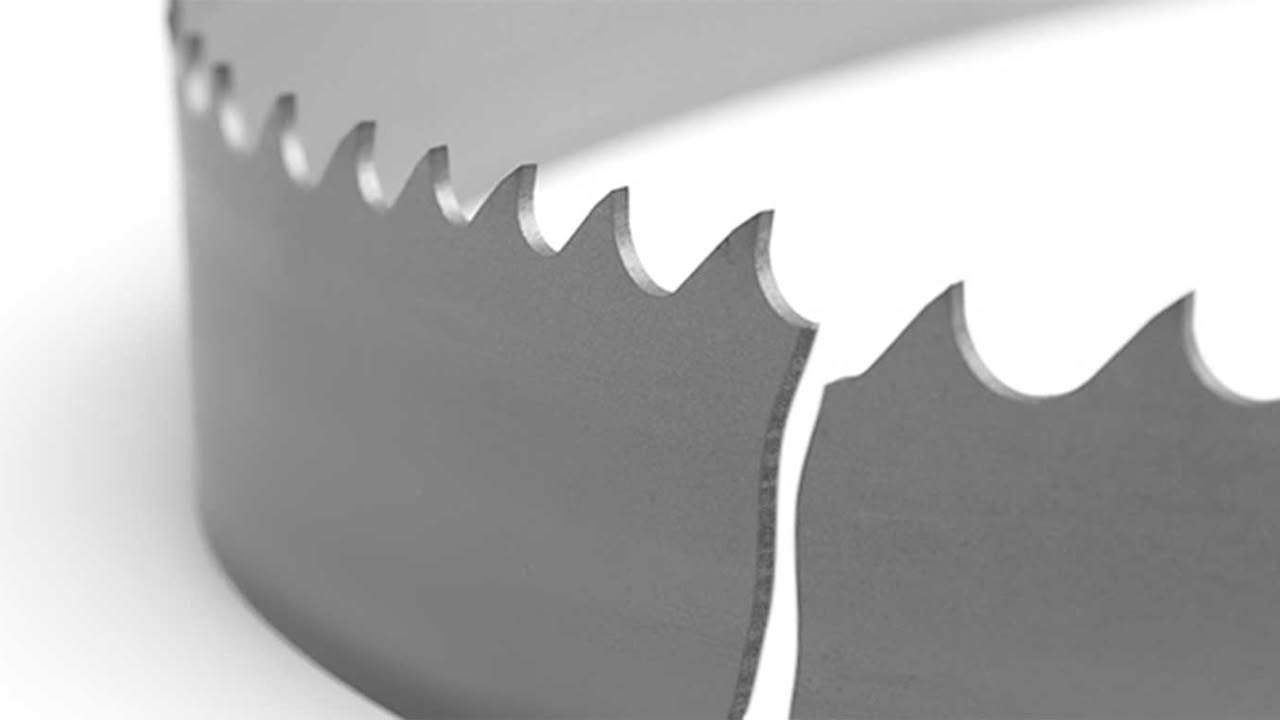
پیش از بررسی دلایل شکستگی، لازم است با اجزای اصلی و عملکرد تیغ اره نواری آشنا شویم. یک تیغ اره نواری از سه بخش اصلی تشکیل شده است:
- پشت تیغ (Backing Material): بدنه اصلی تیغ که معمولاً از فولاد فنر یا فولاد بی-متال ساخته میشود و باید انعطافپذیری و استحکام لازم را برای تحمل تنشها و خم شدن مکرر در حین کار داشته باشد.
- دندانهها (Teeth): این بخش وظیفه اصلی برش را بر عهده دارد و معمولاً از موادی سختتر مانند فولاد پرسرعت (HSS) یا کاربید ساخته میشود. شکل دندانهها، فاصله بین آنها (گام یا Pitch)، زاویه تراش (Rake Angle) و زاویه آزاد یا زاویه پشت لبه برش (Clearance Angle) همگی در عملکرد و طول عمر تیغ تاثیرگذارند.
- جوش تیغ (Weld Joint): نقطه اتصال دو سر تیغ برای تشکیل یک حلقه پیوسته. کیفیت این جوش حیاتی است، زیرا یک جوش ضعیف، نقطه بالقوه شکستگی خواهد بود.
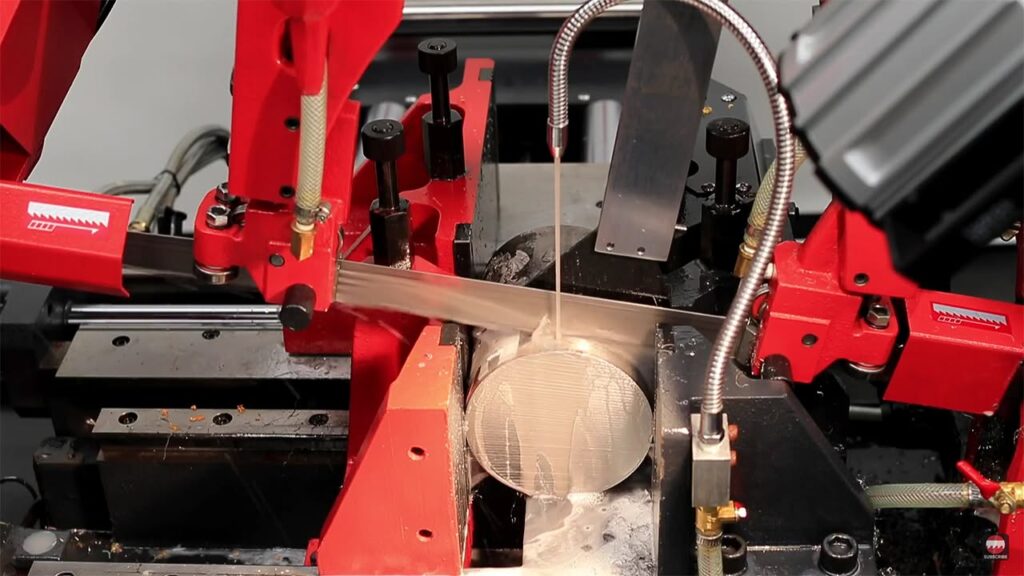
هنگامی که تیغ روی چرخهای اره نواری حرکت میکند، دندانهها با حرکت چرخشی و فشار رو به پایین، برادهها را از قطعه کار جدا میکنند. این فرآیند، ترکیبی از تنشهای کششی و فشاری، اصطکاک و گرما را به تیغ اعمال میکند.
ما در پارس برش بهترین تیغ اره نواریها از جمله تیغ اره نواری فولادبر m42 و تیغ اره نواری استیلبر m51 را ارائه میدهیم.

۲. دلایل اصلی شکستن تیغ اره نواری
شکستن تیغ اره نواری معمولاً نتیجه یک عامل واحد نیست، بلکه ترکیبی از عوامل مختلف است. در ادامه، به دستهبندی جامع دلایل شکستگی تیغ اره نواری میپردازیم:
۲.۱. مشکلات مرتبط با انتخاب و کیفیت تیغ اره نواری
انتخاب صحیح تیغ، اولین گام برای جلوگیری از شکستگی است.
- انتخاب نامناسب تیغ برای جنس قطعه کار: استفاده از تیغی که برای برش مواد نرمتر طراحی شده (مثلاً فولاد کربن) برای برش مواد سخت و ساینده (مانند فولادهای ابزار یا آلیاژهای نیکل)، منجر به سایش سریع دندانهها، افزایش گرما و در نهایت خستگی و شکستگی تیغ میشود.
- گام (Pitch) نامناسب دندانه:
- تعداد دندانه کم (گام بزرگ) برای قطعه کار نازک: باعث میشود دندانهها به جای برش، «گاز بگیرند» و به سختی درگیر شوند. این موضوع میتواند منجر به لب پر شدن دندانهها و شکستگی تیغ شود.
- تعداد دندانه زیاد (گام کوچک) برای قطعه کار ضخیم: باعث میشود برادهها در شیار دندانهها گیر کنند (Chip Clogging) و تخلیه نشوند. این انباشتگی برادهها اصطکاک و گرما را به شدت افزایش میدهد و میتواند به شکستگی تیغ منجر شود.
- عرض تیغ نامناسب: انتخاب تیغ با عرض خیلی کم برای برش قطعات ضخیم یا منحنیهای بزرگ، فشار جانبی زیادی به تیغ وارد میکند و احتمال شکستگی در پشت تیغ را افزایش میدهد. برعکس، تیغ پهن برای برش منحنیهای تنگ مناسب نیست.
- کیفیت پایین تیغ: تیغهای ارزان قیمت و بیکیفیت ممکن است دارای عیوب ساختاری پنهان مانند ترکهای میکروسکوپی در خط جوش یا ناهمواری در سختی باشند که عمر آنها را به شدت کاهش میدهد و به شکستگی ناگهانی تیغ منجر میشود.
۲.۲. مشکلات ناشی از تنظیمات نادرست دستگاه اره نواری
حتی بهترین تیغ نیز با تنظیمات نامناسب دستگاه دوام نمیآورد، بنابراین تنظیم درست دستگاه ضروری است.
- تنش (Tension) نامناسب تیغ:
- تنش کم: شایعترین دلیل شکستگی! تیغ با تنش کم شروع به لرزش (Vibration) میکند و در حین برش تاب برمیدارد. این لرزش باعث خستگی مفرط فلز تیغ و شکستگی در پشت تیغ میشود. همچنین برش کج و ناصاف خواهد بود.4
- تنش زیاد: اعمال فشار بیش از حد به تیغ، باعث کشش بیش از حد فلز و خستگی سریع ماده میشود و در نهایت به شکستگی ناگهانی تیغ منجر میگردد.
- خرابی یا تنظیم نادرست راهنماهای تیغ (Blade Guides): راهنماها وظیفه حمایت از تیغ و جلوگیری از حرکت جانبی آن را دارند.
- فاصله زیاد راهنماها از تیغ: عدم حمایت کافی منجر به لرزش و خم شدن تیغ میشود.
- فشار زیاد راهنماها به تیغ: باعث اصطکاک بیش از حد، افزایش گرما و سایش زودرس پشت تیغ و در نهایت شکستگی میشود.
- سایش یا خرابی بلبرینگهای راهنما: پشتیبانی نامناسب و ایجاد سایش غیریکنواخت.
- تراز نبودن چرخهای اره نواری (Wheels Alignment): چرخها باید کاملاً تراز باشند. عدم تراز بودن باعث میشود تیغ به صورت کج روی چرخها حرکت کند و فشار غیریکنواخت و خستگی در یک نقطه خاص از تیغ ایجاد کند که به شکستگی تیغ میانجامد.
- خرابی یا کثیفی برس تمیزکننده (Chip Brush): این برس وظیفه تمیز کردن برادهها از شیار دندانهها را دارد. اگر برس کار نکند، برادهها انباشته شده و گرما و اصطکاک را افزایش میدهند و باعث سایش سریع دندانهها و شکستگی تیغ میشوند.
- تنظیم ارتفاع نادرست راهنماها: راهنماها باید تا حد امکان نزدیک به قطعه کار تنظیم شوند. ارتفاع زیاد باعث میشود بخشی از تیغ که در حال برش است، بدون حمایت بماند و دچار لرزش و خمیدگی شود.
۲.۳. مشکلات مرتبط با پارامترهای برش (Cutting Parameters)
سرعت و فشار برش، از جمله مواردی هستند که به طور مستقیم بر عمر تیغ اره تاثیر میگذارند/
- سرعت برش (Blade Speed) نامناسب:
- سرعت خیلی زیاد: تولید گرمای بیش از حد، کاهش سختی دندانهها (سوختن تیغ)، سایش سریع و در نهایت شکستگی تیغ.
- سرعت خیلی کم: باعث میشود تیغ به جای برش، روی قطعه کار “سُر بخورد” (Rubbing). این موضوع باعث سایش زیاد و خستگی غیرضروری تیغ میشود.
- نرخ پیشروی (Feed Rate) نامناسب:
- پیشروی خیلی زیاد (فشار بیش از حد): دندانهها نمیتوانند برادهها را به درستی تخلیه کنند و فشار بیش از حد به تیغ وارد میشود. این امر به لب پر شدن دندانهها، شکستگی دندانهها و در نهایت شکستگی کل تیغ منجر میشود.
- پیشروی خیلی کم: تیغ برای مدت طولانیتر در تماس با قطعه کار میماند که باعث افزایش سایش و گرمای غیرضروری میشود.
- عدم استفاده یا استفاده نادرست از سیال خنککننده (Coolant/Lubricant): سیال خنککننده نه تنها دما را پایین میآورد، بلکه به تخلیه برادهها و روانکاری نیز کمک میکند. عدم وجود یا جریان نامناسب آن منجر به گرم شدن بیش از حد تیغ، از دست دادن سختی و ترک خوردگی حرارتی میشود.
۲.۴. مشکلات مرتبط با قطعه کار و خطاهای اپراتوری
عوامل خارجی و خطای انسانی نیز نقش مهمی دارند.
- اپراتوری نامناسب و خطای انسانی:
- اعمال فشار دستی بیش از حد: در دستگاههای نیمهاتوماتیک، فشار زیاد توسط اپراتور میتواند به شکستگی تیغ منجر شود.
- شروع ناگهانی برش: عدم رعایت مرحله “Run-in” (کار کردن با سرعت و فشار کم برای تیغ جدید) باعث وارد آمدن شوک ناگهانی به دندانهها میشود.
- برش با تیغ کند: ادامه کار با تیغی که دندانههای آن کند شده، فشار مضاعفی به تیغ وارد میکند و گرما را افزایش میدهد که احتمال شکستگی را بالا میبرد.
- تغییر جهت ناگهانی: تلاش برای برش منحنیهای تند با تیغ نامناسب یا تغییر جهت ناگهانی در حین برش میتواند تیغ را پیچیده و بشکند.
- سختی یا ناخالصی در قطعه کار: برخورد تیغ با نقاط بسیار سخت، جوشهای پنهان یا ناخالصیهای موجود در قطعه کار (مانند ماسه در چوب)، میتواند باعث شکستگی ناگهانی دندانهها یا شکستگی کل تیغ شود.
- نحوه گیرش (Clamping) نامناسب قطعه کار: اگر قطعه کار محکم بسته نشده باشد، در حین برش لرزش پیدا میکند. این لرزش به تیغ منتقل شده و فشار نوسانی و خستگی را به آن تحمیل میکند.
۳. عواقب شکستن تیغ اره نواری: فراتر از یک هزینه ساده
شکستن تیغ اره نواری تنها یک هزینه جایگزینی نیست. پیامدهای آن گستردهتر است:
- توقف تولید و اتلاف زمان: از دست رفتن زمان کاری، تأخیر در تحویل سفارشات و کاهش بهرهوری.
- افزایش هزینههای عملیاتی: هزینه خرید تیغ جدید، هزینه نیروی کار برای تعویض و تنظیم مجدد.
- آسیب به قطعه کار: برشهای ناتمام یا آسیبدیده که منجر به اتلاف مواد میشود.
- خطرات ایمنی: پرتاب شدن تکههای تیغ شکسته میتواند خطرات جدی برای اپراتور و اطرافیان ایجاد کند.
۴. راهکار جامع پیشگیری شکستن تیغ اره نواری و افزایش عمر آن
تنها با رعایت چند نکته کلیدی و اجرای یک برنامه نگهداری منظم، میتوانید به طور چشمگیری از شکستن تیغ اره نواری جلوگیری کنید.
انتخاب صحیح تیغ
همیشه تیغ را بر اساس جنس، سختی و ابعاد قطعه کار و همچنین نوع برش (مستقیم یا منحنی) انتخاب کنید. از جداول و نمودارهای توصیهشده توسط تولیدکنندگان تیغ اره نواری استفاده کنید. کیفیت را فدای قیمت نکنید؛ تیغهای با کیفیت بالاتر در بلندمدت مقرونبهصرفهتر هستند.
تنظیم دقیق دستگاه
تنش تیغ را با دقت تنظیم کنید. از گیجهای تنش (Tension Gauge) برای اطمینان از مقدار صحیح استفاده کنید. راهنماهای تیغ را به درستی تنظیم کنید و فاصله مناسب از تیغ و عدم اعمال فشار بیش از حد رعایت کنید.
برس تمیزکننده را بازرسی و تمیز نگه دارید. اطمینان حاصل کنید که برادهها به خوبی تخلیه میشوند و همینطور از تراز بودن چرخها به طور منظم مطمئن شوید.
بهینه سازی پارامترهای برش
برای دستیابی به بهترین نتیجه و افزایش طول عمر تیغه، سرعت برش و نرخ پیشروی را متناسب با جنس و ضخامت قطعه کار تنظیم کنید. همیشه از توصیههای سازنده تیغه و دستگاه اره نواری خود پیروی کنید تا از برشهای بهینه و جلوگیری از آسیب دیدن تیغه اطمینان حاصل شود. همچنین، استفاده از سیال خنککننده/روانکار مناسب و اطمینان از جریان کافی و غلظت صحیح آن، برای کاهش حرارت، روانکاری تیغه و افزایش کیفیت برش ضروری است.
عملیات صحیح و نگهداری منظم
رعایت نکات زیر نیز بسیار مهم و حیاتی هستند.
- مرحله “Run-in” را برای تیغهای جدید رعایت کنید: در ۲۰ تا ۳۰ دقیقه اول، با سرعت و فشار کم برش بزنید تا دندانهها آببندی شوند.
- تیغ را به موقع تعویض کنید: قبل از اینکه تیغ کاملاً کند شود و باعث افزایش فشار شود.
- قطعه کار را محکم ببندید تا از لرزش جلوگیری شود.
- مراقب ناخالصیها در قطعه کار باشید.
- به اپراتورها آموزش کافی بدهید: آگاهی از دلایل شکستگی و نحوه صحیح کار با دستگاه.
- بازرسیهای دورهای و برنامهریزیشده برای دستگاه و تیغها انجام دهید.
جمعبندی
شکستن تیغ اره نواری یک اتفاق اجتنابناپذیر نیست. با رویکردی جامع که شامل انتخاب دقیق تیغ مناسب، تنظیمات دقیق و کالیبراسیون منظم دستگاه، بهینهسازی پارامترهای برش و آموزش صحیح اپراتورها میشود، میتوانید این مشکل را به حداقل برسانید.
با سرمایهگذاری زمان در نگهداری پیشگیرانه و درک عمیقتر از عملکرد اره نواری، نه تنها از هزینههای گزاف شکستگی تیغ جلوگیری میکنید، بلکه ایمنی محیط کار را افزایش داده و بهرهوری کلی عملیات برش خود را به طور چشمگیری بهبود میبخشید. به یاد داشته باشید، یک تیغ سالم، یک برش عالی و یک فرآیند تولید کارآمد را تضمین میکند.